Project in mind?
Please call us now on
+44 (0)1384 563356
Email your enquiry to
sales@brooksforgings.co.uk
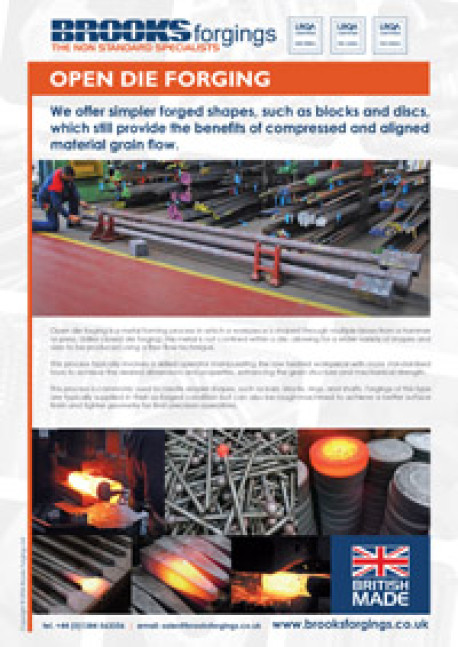
Open die forging is used to produce simpler shapes that require the benefits of a compressed and aligned grain flow structure.
Open die forging involves heating and working the raw material through repeated blows between a top ram and die and a bottom anvil and die. The operator manipulates the workpiece using his skill and technique to produce the final shape required.
Regarded as one of the oldest forms of forging, the manufacturing process is often associated with simpler shaped parts, such as bars, blanks, or spindles.




The Open Die Forging Process
Open Die Forging is one of the oldest forms of manufacturing, using traditional blacksmith methods to manipulate and refine grain flow to achieve enhanced mechanical properties.
The billet is heated above the recrystallization temperature, ranging from 1000°C to 1300°C for steel, and gradually shaped by skillful hammering or pressing of the workpiece to create the desired shape.
This process elongates and compresses the grain flow as shown in our illustration, improving the mechanical properties to add strength and resilience.
Open die forgings are commonly selected where conventional forging processes are not suitable, such as limitations due to size and complexity, and are typically machine finished to the final desired shape. In some scenarios, the material grain flow is still broken and exposed during the machining process but the final component still benefits from grain flow compression.