07/07/2026
Market Stall Marquee Anchor Sockets Produced for Bilston Outdoor Market Redevelopment Project
Read more



Need a solution?
Please call us now on
+44 (0)1384 563356
Email your enquiry to
sales@brooksforgings.co.uk
We specialise in high-capacity upset forging, enabling the creation of complex, integral geometries, head forms, and near-net shapes through precision material displacement.
By utilising advanced hot heading and upset forging technology, we move mass within the material to create seamless, high-strength features without the structural compromises of welding or fabrication.
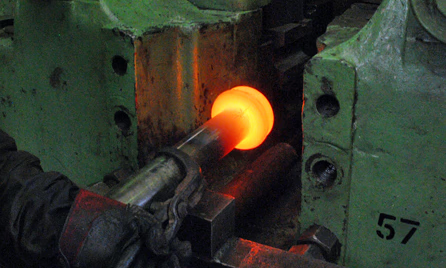
Upset forging is a specialised process that increases the cross-sectional area of a workpiece at a specific location, typically at the end of a bar or rod. By heating the material and using high-force upsetters, we "gather" the steel to form a head or flange. Because the part is formed from a single piece of material, the grain flow follows the contour of the new geometry, resulting in an integral component with superior fatigue resistance compared to welded assemblies.
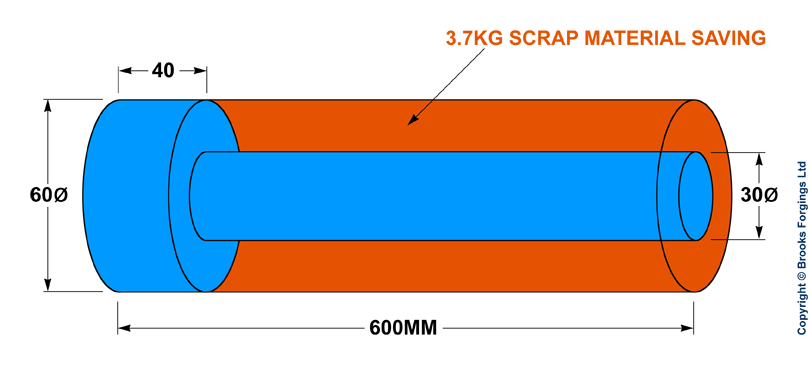
Upset forging is a strategic alternative for components requiring localised diameter changes. By producing a "near-net" shape, we significantly reduce the volume of material required and minimise the subsequent machining time needed to reach the final specification.
We specialise in the upset forging of round bars ranging from 6mm to 100mm in diameter. This process is the preferred solution for engineers and machinists looking to minimise material input by drastically lowering raw material costs through forging components close to their final geometry, improve structural integrity by benefiting from continuous grain flow that cannot be achieved through machining alone, and enhance component reliability by delivering parts that are structurally superior and more consistent than those machined from solid, oversized bar stock.
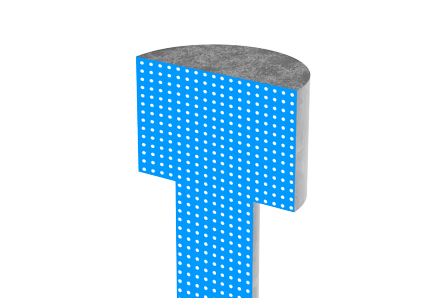
The illustration highlights the significant material savings achieved when forging a component with a reduced diameter. By moving mass rather than removing it, we provide a cost-effective, high-performance solution that optimises your entire manufacturing workflow.



Unlike subtractive or molten processes, upset forging maintains and enhances the metal’s directional grain flow. By using closed-die techniques to compress the material into shape, we ensure the grain follows the component's contours. This results in a part with significantly higher fatigue resistance and resilience compared to components where grain structure has been disrupted.
When a component is machined from solid stock, the grain flow is severed, creating "stress risers" that act as initiation points for fatigue cracking. Our forging process compresses and aligns the grain throughout any changes in diameter or profile, ensuring that the component retains maximum strength at transition points.
Cast components rely on cooling molten metal, which destroys the material's refined grain structure. This can often result in internal porosity or brittleness. In contrast, our hot forging process uses solid-state deformation, ensuring a dense, uniform, and non-porous structure that is far more reliable under heavy-duty load conditions.
Fabricated components are inherently limited by their weakest points: the weld joints. By producing complex geometries, such as heads or flanges, as a singular, upset-forged piece, we eliminate the need for welding entirely. This delivers a seamless, high-integrity solution that removes the risk of joint failure in critical applications.
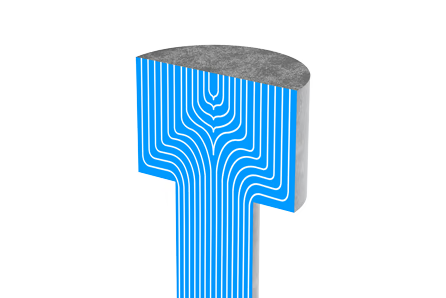
Through precision forging, the internal grain structure is deliberately oriented to follow the component's contours. This engineered alignment provides maximum strength, superior ductility, and exceptional resistance to impact and fatigue.
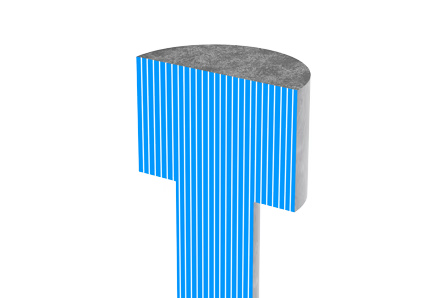
The cutting process forcibly breaks the grain flow when changing contours, exposing "grain ends". This discontinuity creates structural vulnerabilities, rendering the component more susceptible to fatigue and stress-corrosion cracking.
The casting process involves cooling molten metal, which results in a random internal structure. Because there is no directional grain alignment, the material lacks the structural integrity and consistent performance associated with forged components.

Upset forging is a precision metal-forming operation that gathers material at the end of a bar or rod, typically in a series of progressive bunts, to achieve integral features like heads, flanges, and other shapes.
Pre-heated material is securely clamped between two grooved "grip dies." A heading tool then applies axial pressure to the end of the bar, displacing the metal into a specific die cavity.
Depending on the complexity of the geometry, we often utilise multi-stage die sets. This allows the bar to be gradually transformed through successive forging blows until it achieves the final, required shape.
By displacing material rather than cutting it, this process creates a seamless, high-strength feature that remains part of the original parent material. The internal grain flow compresses and aligns to match the contours of the final shape.


07/07/2026
Market Stall Marquee Anchor Sockets Produced for Bilston Outdoor Market Redevelopment Project
Read more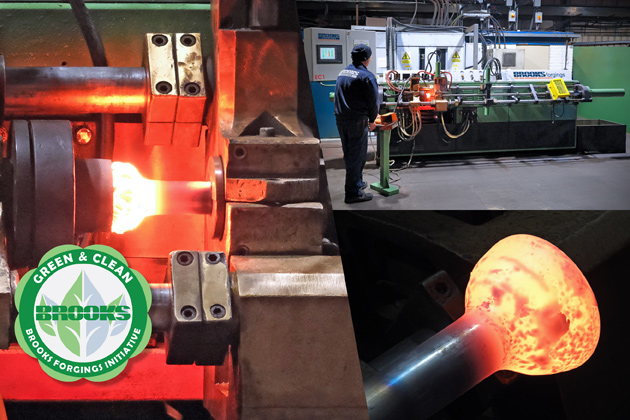
26/11/2025
Electrical Upset Forging Machine Installed Further Increasing Our Manufacturing Capability
Read more
17/04/2023
Forged Components For The Union Chain Suspension Bridge Refurbishment Project
Read more
08/03/2023
Stainless Steel Punching Shear Solution For Royal Liverpool Hospital MRI Rooms
Read more
30/08/2021
Heavy Duty and Specialised Torsion Bar Production Continues at Brooks
Read more
31/05/2021
M90 Hammerhead T Bolts for New Fossil Free Kiln Expansion Project in Sweden
Read more
16/05/2022
Specialised Traction Rods Keep Locomotive Refurbishment Project on Track
Read more
15/09/2020
Heritage Replication for National Lottery Funded Jewellery Quarter Cemeteries Project
Read more
22/11/2018
Brooks Forgings Replicate Special 12.9 Grade Tie Rods
Read more
09/04/2018
75 Ton Etchells Multiforge returns to the heart of British Manufacturing
Read more
24/09/2009
Forged Blanks & Usages Save Time and Energy
Read more
12/01/2010
Shooting Straight - Brooks Manufacture Shotgun Barrels
Read more
14/09/2010
Brooks Introduce Automated Forging Line
Read more
16/10/2012
Specialised Eyebolts Manufactured for Nuclear Application
Read more
21/03/2013
UK Manufacturer of Large Diameter Hammerhead T Bolts
Read more


























































































































The Multiforge is a unique concept with distinct advantage over conventional hot upsetting forging machines.
One of its main features is the departure from conventional vertical opposed gripping dies and the innovation of the horizontal disposition.
Not only is the weight eliminated but in addition the operator is working at a constant height. Without the need to raise and lower the component between die impressions, as the case on conventional vertical grip die machines.
The generous die width enables five forging stations to be set up in one tool assembly which can often eliminate secondary processing of certain components which require multiple operations.
view all videos